

sto facendo degli esperimenti su di un mori seiki sl15 del 1991.
ho il manuale, e sto leggendo esempi e imparando un po il codice fanuc.
mi sono un attimo impiantato sui cicli di sgrossatura
premessa , prima di questo ciclo il pezzo verrà preforato prima con una punta da 9mm e successivamente con una fresa da 24mm a profondità 17.
questo il codice che mi sono messo giù sulla "carta"
G42
G0 X23 Z3 M8
G71 U0.5 R0.2
G71 P20 Q30 U-0.1 W1 F0.15
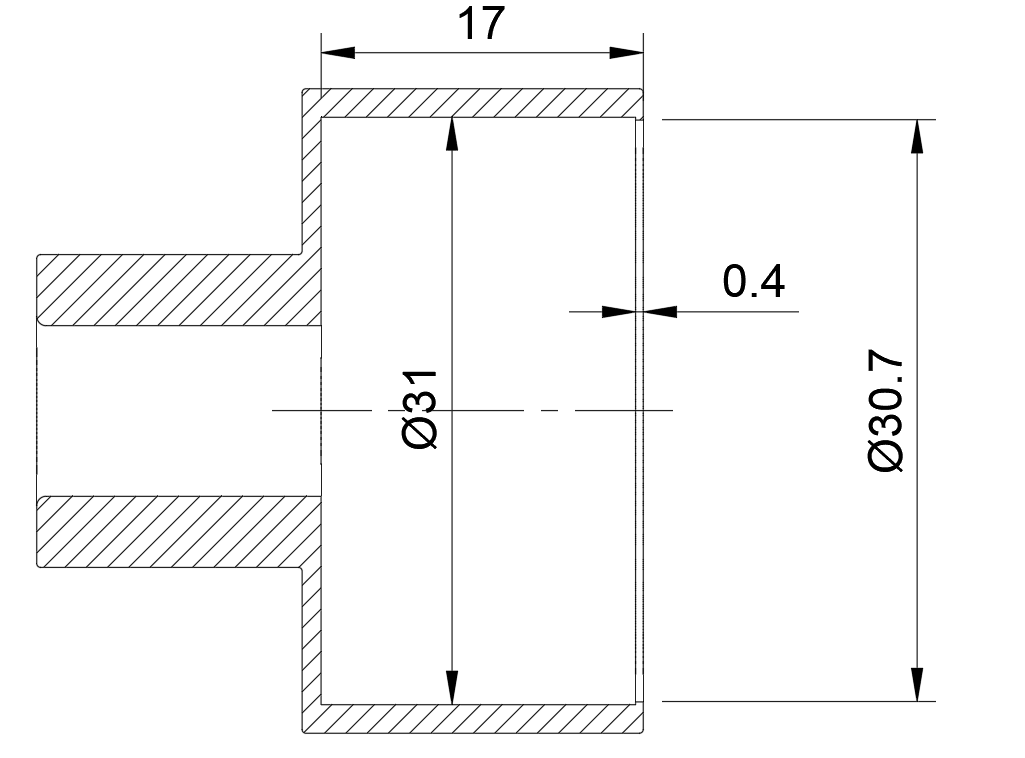
N20 G0 X30.7
G1 Z-0.4
X31
Z-17
N30 X23
M9
G0 Z3
G53 X100 Z-150
G40
altra cosa... non dovendo usare una passata di finutura, come è meglio inserire il parametro U???
chiedo scusa, ma non vorrei spaccare qualcosa in macchina




